Maturazione di precisione per banane a San Paolo del Brasile
Realizzare un impianto innovativo per la maturazione delle banane in un centro logistico a San Paolo, con un preciso controllo del processo per il prodotto locale e le importazioni, in un mercato diversificato.
Contesto
San Paolo, una delle metropoli più dinamiche dell’America Latina, ospita numerosi centri logistici dedicati all’industria alimentare. In uno dei settori commerciali periferici della zona ovest, è stato realizzato un impianto innovativo per la maturazione delle banane, capace di garantire un controllo preciso delle diverse fasi del processo, sia con il prodotto locale, che arriva dalle piantagioni vicine all’impianto, sia con quello che arriva dalle importazioni internazionali, rispondendo così alle esigenze di un mercato diversificato.

Necessità del cliente finale
Il cliente necessita di un impianto altamente flessibile, capace di:
Descrizione dell’impianto
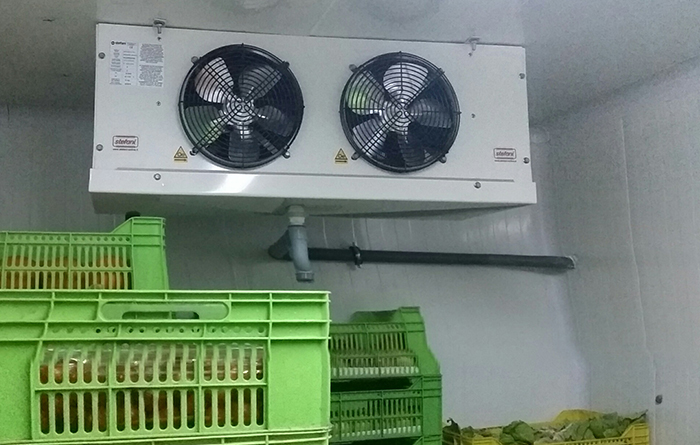
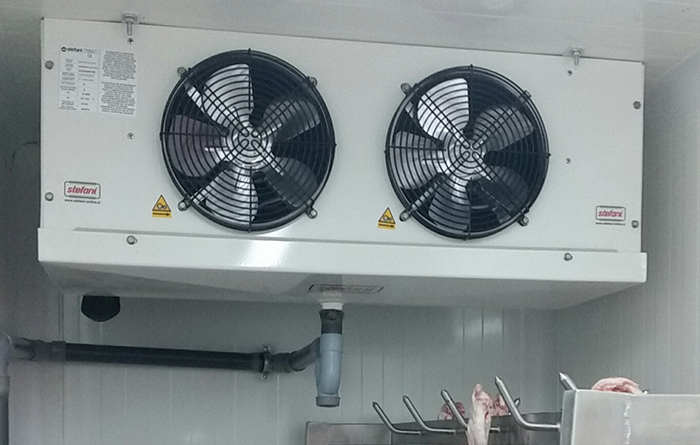
L’impianto complessivo è costituito da 6 grandi celle di movimentazione, 2 sale di esposizione e 14 celle per la maturazione delle banane, che contengono complessivamente 280 pallet. In queste 14 celle sono stati installati 28 aerorefrigeranti doppio flusso, con una potenza frigorifera complessiva di 400 kW.
L’utilizzo di motori reversibili regolabili con inverter, integrati al software di gestione del nostro cliente MARVIL, permette di adattare il processo di maturazione alle diverse condizioni di arrivo del prodotto, garantendo sempre standard qualitativi elevati.
I vantaggi ottenuti
L’integrazione tra gli aerorefrigeranti ad alta efficienza e il software di gestione MARVIL ha permesso di ottenere:
Precisione ottimale
nel controllo del grado di maturazione.
Versatilità
l’impianto si è rivelato efficace anche per la maturazione di pomodori e altri frutti esotici.
Flessibilità nella gestione dell’impianto
per adattare le celle alle peculiarità dei differenti prodotti da maturare.
I vantaggi sono stati così evidenti che, con nostra grande soddisfazione, il cliente ha già pianificato un raddoppio delle celle.
Prodotti installati
L’impianto utilizza gli aerorefrigeranti doppio flusso speciali, di nostra ideazione, equipaggiati ognuno con 10 ventilatori asincroni reversibili. Questi componenti garantiscono:
La parola al cliente
“La nostra scelta è ricaduta su questo impianto grazie alla storicità e alla fiducia nella cooperazione con i nostri fornitori. La qualità e l’affidabilità delle macchine Stefani hanno confermato la validità della nostra decisione.”
Grazie a questa realizzazione, il cliente può ora contare su un impianto all’avanguardia, capace di rispondere in modo efficace alle esigenze del mercato della frutta tropicale, garantendo efficienza energetica e grande qualità del prodotto.



Maturazione di precisione per banane a San Paolo del Brasile
Realizzare un impianto innovativo per la maturazione delle banane in un centro logistico a San Paolo, con un preciso controllo del processo per il prodotto locale e le importazioni, in un mercato diversificato.
Contesto
San Paolo, una delle metropoli più dinamiche dell’America Latina, ospita numerosi centri logistici dedicati all’industria alimentare. In uno dei settori commerciali periferici della zona ovest, è stato realizzato un impianto innovativo per la maturazione delle banane, capace di garantire un controllo preciso delle diverse fasi del processo, sia con il prodotto locale, che arriva dalle piantagioni vicine all’impianto, sia con quello che arriva dalle importazioni internazionali, rispondendo così alle esigenze di un mercato diversificato.
Necessità del cliente finale
Il cliente necessita di un impianto altamente flessibile, capace di:
Descrizione dell’impianto
L’impianto complessivo è costituito da 6 grandi celle di movimentazione, 2 sale di esposizione e 14 celle per la maturazione delle banane, che contengono complessivamente 280 pallet. In queste 14 celle sono stati installati 28 aerorefrigeranti doppio flusso, con una potenza frigorifera complessiva di 400 kW.
L’utilizzo di motori reversibili regolabili con inverter, integrati al software di gestione del nostro cliente MARVIL, permette di adattare il processo di maturazione alle diverse condizioni di arrivo del prodotto, garantendo sempre standard qualitativi elevati.
I vantaggi ottenuti
L’integrazione tra gli aerorefrigeranti ad alta efficienza e il software di gestione MARVIL ha permesso di ottenere:
Precisione ottimale
nel controllo del grado di maturazione.
Versatilità
l’impianto si è rivelato efficace anche per la maturazione di pomodori e altri frutti esotici.
Flessibilità nella gestione dell’impianto
per adattare le celle alle peculiarità dei differenti prodotti da maturare.
I vantaggi sono stati così evidenti che, con nostra grande soddisfazione, il cliente ha già pianificato un raddoppio delle celle.
Prodotti installati
L’impianto utilizza gli aerorefrigeranti doppio flusso speciali, di nostra ideazione, equipaggiati ognuno con 10 ventilatori asincroni reversibili. Questi componenti garantiscono:
La parola al cliente
“La nostra scelta è ricaduta su questo impianto grazie alla storicità e alla fiducia nella cooperazione con i nostri fornitori. La qualità e l’affidabilità delle macchine Stefani hanno confermato la validità della nostra decisione.”
Grazie a questa realizzazione, il cliente può ora contare su un impianto all’avanguardia, capace di rispondere in modo efficace alle esigenze del mercato della frutta tropicale, garantendo efficienza energetica e grande qualità del prodotto.